MOLETEADO
Es
un proceso de fabricación, por lo general, se realizó en un torno, mediante el
cual un patrón (aproveche-Cruz) visualmente-atractivo con forma de rombo es
cortar o laminado en metal .Es un proceso de conformado en frío del material
mediante unas moletas que presionan la pieza mientras da vueltas. Dicha
deformación genera un incremento del diámetro inicial de la pieza.
El moleteado se realiza en piezas que se tengan que manipular a mano para evitar el resbalamiento que tuviesen en caso de ser lisa. El moleteado se realiza en los tornos con las moletas de diferentes pasos y dibujos. Existen los siguientes tipos de moleteado por deformación: Radialmente, cuando la longitud moleteada en la pieza coincide con el espesor de la moleta a utilizar. Longitudinalmente, cuando la longitud excede al espesor de la moleta. Para este segundo caso la moleta siempre ha de estar biselada en sus extremos
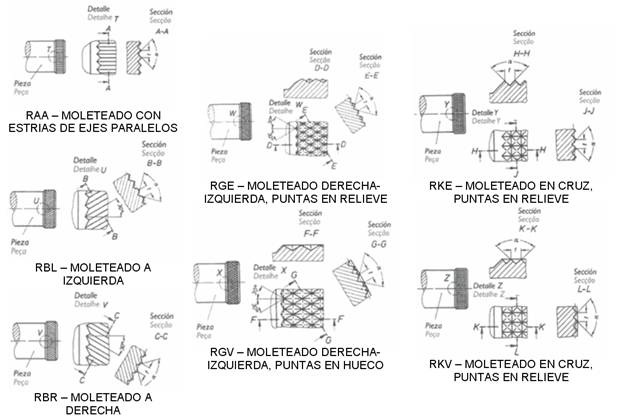
La norma DIN 82 especifica diferentes formas de moleteado, en función de la disposición del relieve y a la dirección de las estrías del moleteado. Cada una de estas formas, con sus variantes respectivas, recibe un símbolo literal
Escariado. Operación realizada con un escariador cuyo objetivo es la mejora de la calidad superficial de taladros cilíndricos.
La indicación de un moleteado se indica con el signo general de acabado superficial, añadiendo la especificación de sus características sobre un trazo horizontal, la cuál incluirá: forma, paso, ángulo y norma.
Los moleteados se representan utilizando el patrón de sombreado correspondiente con línea continua de trazo fino. Si la superficie moleteada se refiere a una parte limitada de la pieza, ésta deberá acotarse.
Diámetro nominal es el indicado en el plano y corresponde con la dimensión resultante después de realizar el moleteado.
El paso es la distancia entre los vértices de dos relieves consecutivos. Los pasos normalizados son: 0.5-0.6-0.8-1-1.2-1.6 mm.
Angulo del perfil es el ángulo que forman los flancos de un relieve. Los valores normalizados son 90° y 105°
El moleteado se realiza en piezas que se tengan que manipular a mano para evitar el resbalamiento que tuviesen en caso de ser lisa. El moleteado se realiza en los tornos con las moletas de diferentes pasos y dibujos. Existen los siguientes tipos de moleteado por deformación: Radialmente, cuando la longitud moleteada en la pieza coincide con el espesor de la moleta a utilizar. Longitudinalmente, cuando la longitud excede al espesor de la moleta. Para este segundo caso la moleta siempre ha de estar biselada en sus extremos
La norma DIN 82 especifica diferentes formas de moleteado, en función de la disposición del relieve y a la dirección de las estrías del moleteado. Cada una de estas formas, con sus variantes respectivas, recibe un símbolo literal
Escariado. Operación realizada con un escariador cuyo objetivo es la mejora de la calidad superficial de taladros cilíndricos.
La indicación de un moleteado se indica con el signo general de acabado superficial, añadiendo la especificación de sus características sobre un trazo horizontal, la cuál incluirá: forma, paso, ángulo y norma.
Los moleteados se representan utilizando el patrón de sombreado correspondiente con línea continua de trazo fino. Si la superficie moleteada se refiere a una parte limitada de la pieza, ésta deberá acotarse.
Diámetro nominal es el indicado en el plano y corresponde con la dimensión resultante después de realizar el moleteado.
El paso es la distancia entre los vértices de dos relieves consecutivos. Los pasos normalizados son: 0.5-0.6-0.8-1-1.2-1.6 mm.
Angulo del perfil es el ángulo que forman los flancos de un relieve. Los valores normalizados son 90° y 105°
NORMAS DE ACABADOS
Según Salvador
Gutiérrez en su libro "Metrología Mecánica"
señala algunas normas relacionadas con ingeniería mecánica, a continuación se enlistan
algunas normas:
Metrología y medición en general.
ISO 3:1973 Números preferentes- serie de números preferentes.
ISO 17:1973 Guía para el uso de números preferentes y sus respectivas series.
ISO 497:1973 Guía para la selección de números preferentes y de las series que contienen mas valores redondeados de números preferentes.
ISO 8322:1989 Construcción de edificios- Instrumentos de medición y la determinación de exactitud.
ISO 10012:1992 Requerimientos para la a seguranza de la calidad del equipo de medición.
Propiedades de las superficies.
ISO 468:1982 Rugosidad superficial- Parámetros, sus valores y reglas generales para especificación.
ISO 1302:1992 Dibujo técnico- Métodos para indicar la textura de superficies.
ISO 4287-1:1984 Rugosidad de superficies- terminología- superficies y parámetros.
ISO 4287-2: 1984 Rugosidad de superficies- terminología- parámetros para la medición de rugosidad.
ISO 4288:1985 Reglas y procedimiento para la medición de rugosidad con instrumentos de palpador.
ISO 4291: 1985 Métodos para la evaluación de punto de partida de circularidad- Medición de variaciones del radio.
ISO 4292:1985 Método para la evaluación de punto de partida de circularidad- Medición por los métodos de dos y tres puntos
ISO 6318:1985 Medición de circularidad- Términos definiciones y parámetros de la circularidad.
Metrología y medición en general.
ISO 3:1973 Números preferentes- serie de números preferentes.
ISO 17:1973 Guía para el uso de números preferentes y sus respectivas series.
ISO 497:1973 Guía para la selección de números preferentes y de las series que contienen mas valores redondeados de números preferentes.
ISO 8322:1989 Construcción de edificios- Instrumentos de medición y la determinación de exactitud.
ISO 10012:1992 Requerimientos para la a seguranza de la calidad del equipo de medición.
Propiedades de las superficies.
ISO 468:1982 Rugosidad superficial- Parámetros, sus valores y reglas generales para especificación.
ISO 1302:1992 Dibujo técnico- Métodos para indicar la textura de superficies.
ISO 4287-1:1984 Rugosidad de superficies- terminología- superficies y parámetros.
ISO 4287-2: 1984 Rugosidad de superficies- terminología- parámetros para la medición de rugosidad.
ISO 4288:1985 Reglas y procedimiento para la medición de rugosidad con instrumentos de palpador.
ISO 4291: 1985 Métodos para la evaluación de punto de partida de circularidad- Medición de variaciones del radio.
ISO 4292:1985 Método para la evaluación de punto de partida de circularidad- Medición por los métodos de dos y tres puntos
ISO 6318:1985 Medición de circularidad- Términos definiciones y parámetros de la circularidad.
